











 Contact us
Contact us Language
Language
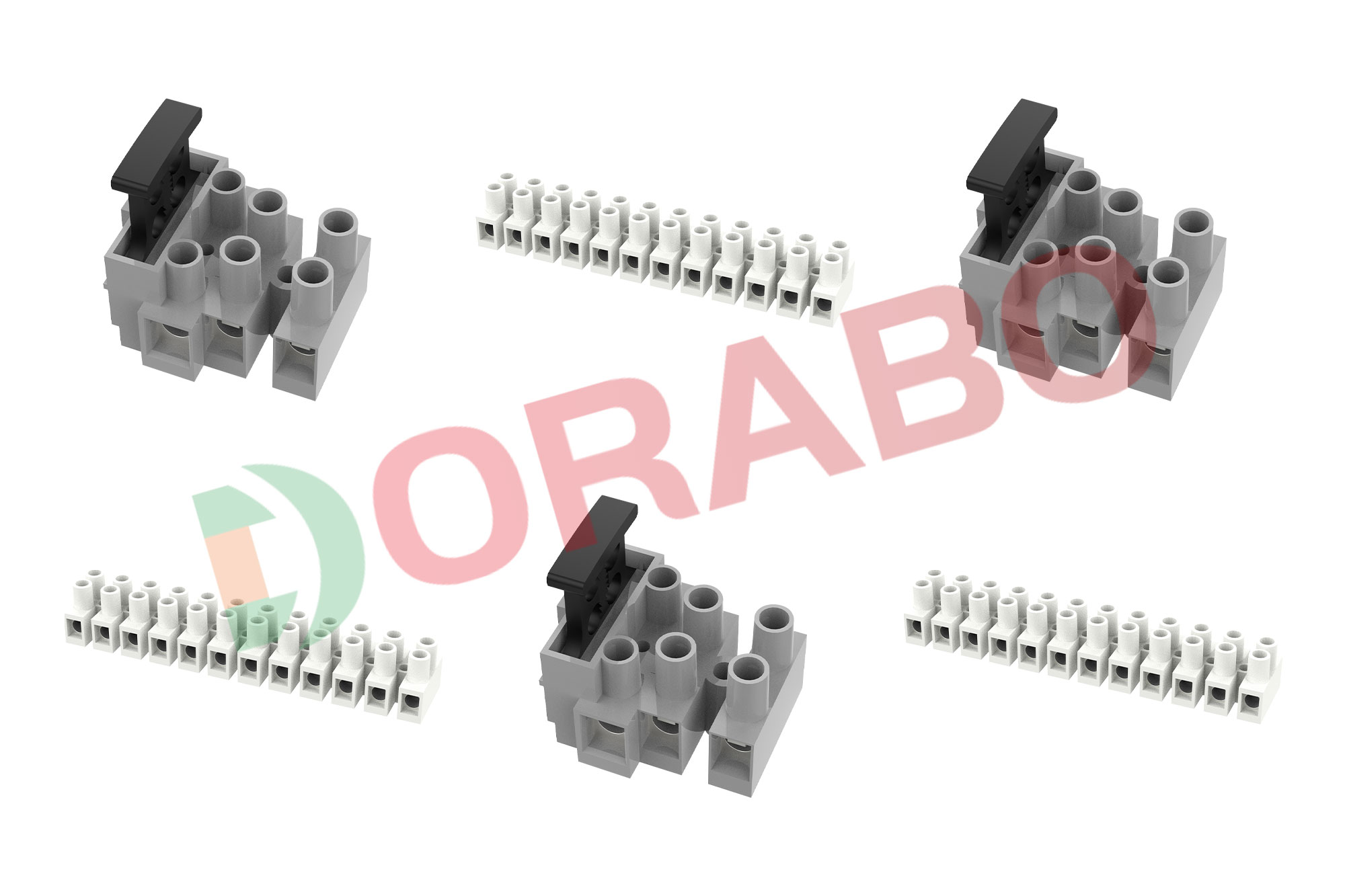
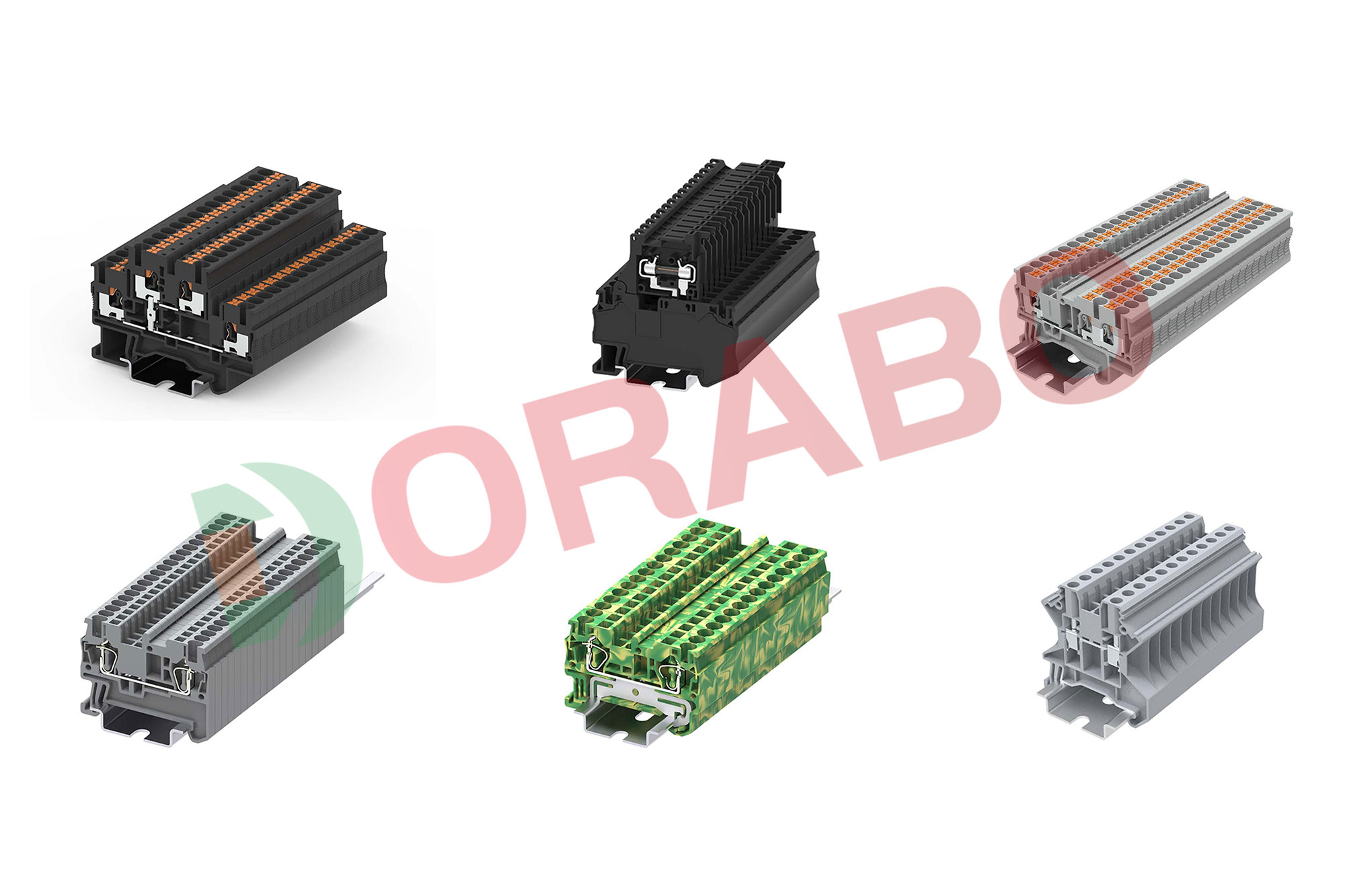
Customers often ask how to distinguish between good quality and bad terminal, and what are the technical content in terms of purchase and composition. The selection of terminal is nothing more than wire diameter, current, wiring direction, and application. , Wiring method and other wire diameter and current, I won’t say much here. Here we also invited the technicians of Nanjing Sanmenwan Electrical Appliances, how to identify the internal quality of the terminal, this is a very frequently asked question, below Make a brief summary on the internal structure of the terminal block and related technologies, I hope it will be helpful to everyone's future purchase
Debo Electronics engineer said: Most of the electronic connectors, terminal blocks must be surface treated, generally refers to electroplating. There are two main reasons to protect the terminal spring base material from corrosion; the second is to optimize the performance of the terminal surface, establish and maintain the contact interface between the terminals, especially the film control. In other words, it makes it easier to achieve metal-to-metal contact.
Prevent corrosion:
Most of the connector reeds are made of copper alloys, which are usually corroded in the use environment, such as oxidation, sulfide, etc. Terminal plating is to isolate the reed from the environment to prevent corrosion. The plating material, of course, should not corrode, at least in the application environment.
Surface optimization:
The optimization of the surface performance of the terminal block can be achieved in two ways. One is the design of the connector to establish and maintain a stable terminal contact interface. The second is to establish metallic contact, requiring that any surface film layer is non-existent or will be broken during insertion. There is no difference between the two forms of film and film rupture, which is the difference between precious metal plating and non-precious metal plating. Noble metal plating, such as gold, palladium, and their alloys, is inert and has no film itself. Therefore, for these surface treatments, metallic contact is "automatic". What we have to consider is how to maintain the surface of the terminal from external factors such as contamination, substrate diffusion, terminal corrosion, etc.
Non-metal electroplating, especially tin and lead and their alloys, cover a layer of oxide film, but when inserted, the oxide film is easily broken, and a metallic contact area is established.
(1). Precious metal terminal plating
Noble metal terminal electroplating refers to the noble metal covering the surface of the bottom layer, which is usually nickel. General connector plating thickness: 15~50u gold, 50~100u nickel. Commonly used precious metal electroplating includes gold, palladium and their alloys. Gold is an ideal electroplating material, with excellent electrical and thermal conductivity. In fact, it is anti-corrosion in any environment. Due to these advantages, in connectors for applications requiring high reliability, the main plating is gold, but the cost of gold is very high. Palladium is also a precious metal, but compared with gold, it has high electrical resistance, low heat transfer and poor corrosion resistance, but it has advantages in friction resistance. Generally, palladium-nickel alloy (80~20) is used to design precious metal plating in the terminal of the connector. The following items need to be considered:
Porosity: During the electroplating process, gold nucleates on numerous stains exposed on the surface. These nuclei continue to enlarge and spread out on the surface, and these islands (isolated objects) collide with each other to cover the surface, forming a porous electroplated surface . The porosity of the gold coating has a certain relationship with the thickness of the coating. Below 15u, the porosity increases, above 50u, the porosity is very low, and the actual rate of decrease can be ignored. This is why the thickness of the electroplated precious metal is usually in the range of 15~50u.Porosity and substrate defects, such as inclusions, lamination, stamping marks, improper stamping cleaning, improper lubrication, etc. are also related to wear and tear on the electroplated surface of the terminal, which can also cause the substrate to be exposed.
The wear or life of the electroplated surface depends on two characteristics of the surface treatment: the coefficient of friction and the hardness. The hardness increases, the friction coefficient decreases, and the life of the surface treatment will increase. Electroplating gold is usually hard gold , containing a hardening activator, among which Co (cobalt) is a common hardening agent, which can improve the wear resistance of gold.
The choice of palladium-nickel electroplating can greatly improve the abrasion resistance and life of the precious metal coating. Generally, the 20~30u palladium-nickel alloy is covered with 3u gold plating, which has good electrical conductivity and high wear resistance. In addition , nickel underlayers are usually used to further increase the life span.
Nickel underlayer
The nickel underlayer is the primary factor to be considered for precious metal plating. It provides several important functions to ensure the integrity of the contact interface of the terminal.
Through the positive oxide surface, nickel provides an effective isolation layer, blocking the substrate and small holes, thereby reducing the potential for corrosion of the small holes; and providing a hard layer under the noble metal plating layer. The support layer, thereby increasing the life of the coating. What kind of thickness is appropriate? The thicker the nickel bottom layer, the lower the wear, but considering the cost and roughness of the control surface, the thickness is generally 50~100u.
(2) Non-precious metal plating
Non-precious metal plating is different from precious metals in that they always have a certain number of surface layers. Since the purpose of the connector is to provide and maintain a metallic contact interface, the existence of these layers should be considered. Generally speaking, for the electroplating of non-precious metals, the forward force is required to be high enough to destroy the layer and keep the terminals in contact The interface is complete. The scrubbing effect is also very important for the surface of the terminal containing the film layer.
There are three non-metallic surface treatments in terminal plating: tin (tin-lead alloy), silver and nickel. Tin is commonly used, silver is superior to high current, and nickel is limited to high-temperature applications.
Tin surface treatment
Tin also refers to tin-lead alloys, especially tin 93-lead 3 alloys. We propose the use of tin for surface treatment based on the fact that the tin oxide film is easily destroyed. The surface of tin plating is covered with a hard, thin, and fragile oxide film. Under the oxide film is soft tin. When a certain positive force acts on the film, the oxide of tin, because it is very thin, cannot withstand this load, and it cracks because it is brittle and fragile. Under such conditions, the load is transferred to the tin layer, which is easy to flow under load because it is soft and pliable. Because of the flow of tin, the oxide cracks are wider. Through cracks and spacer layers. The tin is squeezed to the surface to provide metal contact. The role of lead in tin-lead alloys is to reduce the production of tin whiskers. Tin whisker is a single crystal (tin whisker) formed on the surface of tin plating under stress. The tin whisker will form a short circuit between the terminals. An increase of 2% or more of lead can reduce tin whiskers. Another type of tin-lead alloy is tin: lead = 60: 40, which is close to the composition ratio of our soldering (63: 37), and is mainly used in connectors to be soldered. However, more and more laws require the reduction of lead content in electronic and electrical products. Many electroplated terminals require lead-free electroplating, mainly pure tin, tin/copper and tin/silver electroplating, which can be passed on the copper and tin layer Plating a layer of nickel in between or using a non-smooth matte tin surface to slow down the generation of tin whiskers.
Silver plating
Silver is considered to be a non-precious metal terminal surface treatment because it reacts with sulfur and chlorine to form a sulfide film. The sulfide film is a semiconductor and forms the characteristic of a "diode".
Silver is also soft, similar to soft gold. Because sulfides are not easily destroyed, there is no friction corrosion of silver. Silver has excellent electrical and thermal conductivity and will not melt under high currents. It is a material used in the surface treatment of high current terminals.
(3) Terminal lubrication
For different terminal surface treatments, the role of lubrication is different, and it has two main functions: reducing the coefficient of friction and providing environmental isolation. There are two effects of reducing the coefficient of friction:
1. Reduce the insertion force of the connector
Second, improve the life of the connector by reducing the wear
Terminal lubrication can prevent or delay the contact of the environment to the contact interface by forming a "sealing layer" to provide environmental isolation. Generally speaking, for the surface treatment of precious metals, terminal lubrication is used to reduce the coefficient of friction and increase the life of the connector. For tin surface treatment, terminal lubrication is to provide environmental isolation to prevent friction and corrosion.
Although lubricant can be added in the next process of electroplating, it is only a supplementary operation. For those connectors that need to be soldered to the PCB board, solder cleaning may lose lubricant. Lubricant sticks to dust, if used in a dusty environment, it will increase the resistance and reduce the life. The temperature resistance of the lubricant may also limit its application.


